 čeština
čeština
 slovenčina
slovenčina
 english
english
Kresbova predloha
Na začiatku všetkého stojí výtvarník, grafik, maliar, sochár... - jednoducho medailér, ktorého úlohou je vytvoriť predlohu pre budúcu razbu.
- Na základe skice či iného grafického podkladu (1) medailér spracuje niekoľkonásobne zväčšený plastický model budúcej mince. Používa na to silónový tanier, na ktorom modeluje hlinený reliéf (2). Ten následne odleje do sadry (3) a upraví do požadovanej výslednej podoby. Niektorí medailéri potom nepracujú s hlinou, ale ryjú priamo do sadry.
- Moderné technológie síce umožňujú ručné modelovanie obísť a reliéfnu predlohu spracovať v digitálnej podobe (4), poctivú prácu medailéra však nemožno nahradiť. V modernom mincovníctve sa využíva to najlepšie z oboch svetov a ručná tvorba sa s digitálnou často kombinujú.
- Samostatnou výrobnou kapitolou je tvorba replík historických mincí. Originálna dobová minca sa najprv otlačí do špeciálneho silikónového kaučuku. Kaučukový odtlačok sa namočí do toluénu, čím napučí až o 25 %. Do takto vzniknutej pružnej formy sa potom naleje sadra, ktorá po vytvrdnutí predstavuje mierne zväčšený obraz pôvodnej mince. Tento sadrový odliatok sa znovu umiestni do kaučuku a celý zväčšovací proces sa opakuje toľkokrát, koľkokrát je potrebné, aby vznikol sadrový model potrebnej veľkosti (5).
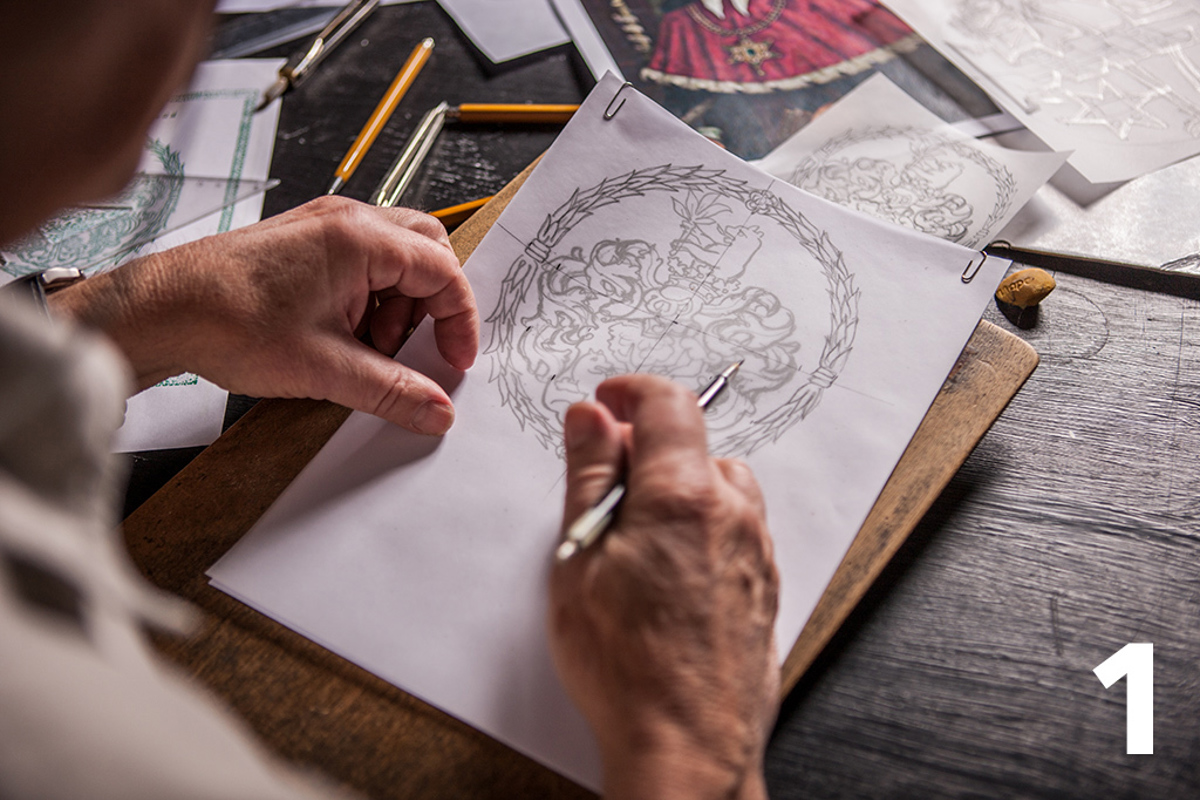


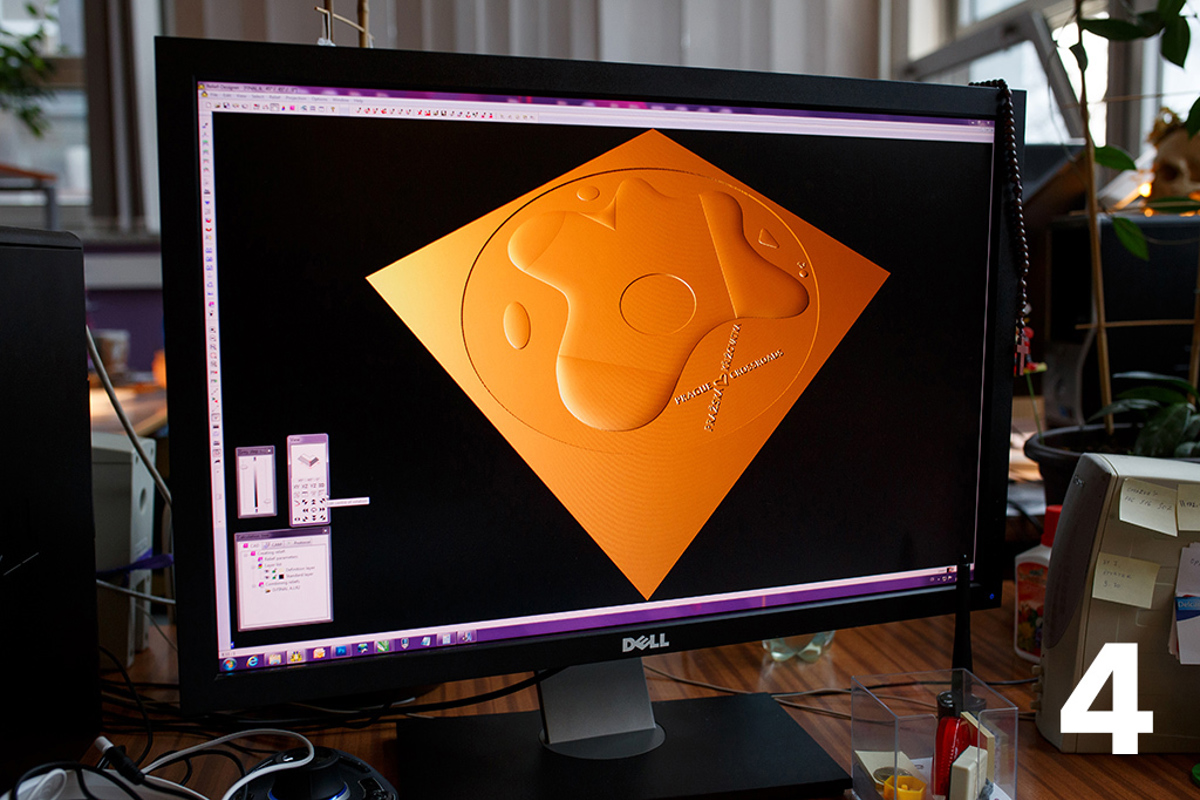

1 – kresbová predloha / 2 – hlinený model / 3 – sadrový model / 4 – digitálny reliéf / 5 – zväčšený odliatok
Redukovanie
Sadrový model je následne potrebné zmenšiť (redukovať) a pretvoriť do kovovej podoby.
- Na to sa používa laser (6), pomocou ktorého je model bezdotykovo oskenovaný a prevedený do digitálnej podoby, ktorá je potom ďalej upravovaná. Finálne dáta vygravíruje počítačom riadený obrábací stroj do oceľového valca (7).
- Alternatívnou metódou je použitie tradičného, čisto mechanického redukčného stroja. Princíp je rovnaký, ale nefiguruje tu žiadna digitálna technológia - reliéf modelu sa prenáša priamo do oceľového valca prostredníctvom prevodov a dotykového hrotu (8). Tento prístup si však najprv vyžaduje ešte vytvorenie silikónového odliatku a následne tvrdej živicovej kópie pôvodného sadrového modelu, ktorá odolá pôsobeniu hrotu (9). Táto mechanická metóda sa uplatňuje pri výrobe mincí pre Českú národnú banku. Je totiž nielen tradičnejšia, ale aj bezpečnejšia - nedochádza pri nej k vytváraniu digitálnych dát, ktoré by mohli byť odcudzené a zneužité.
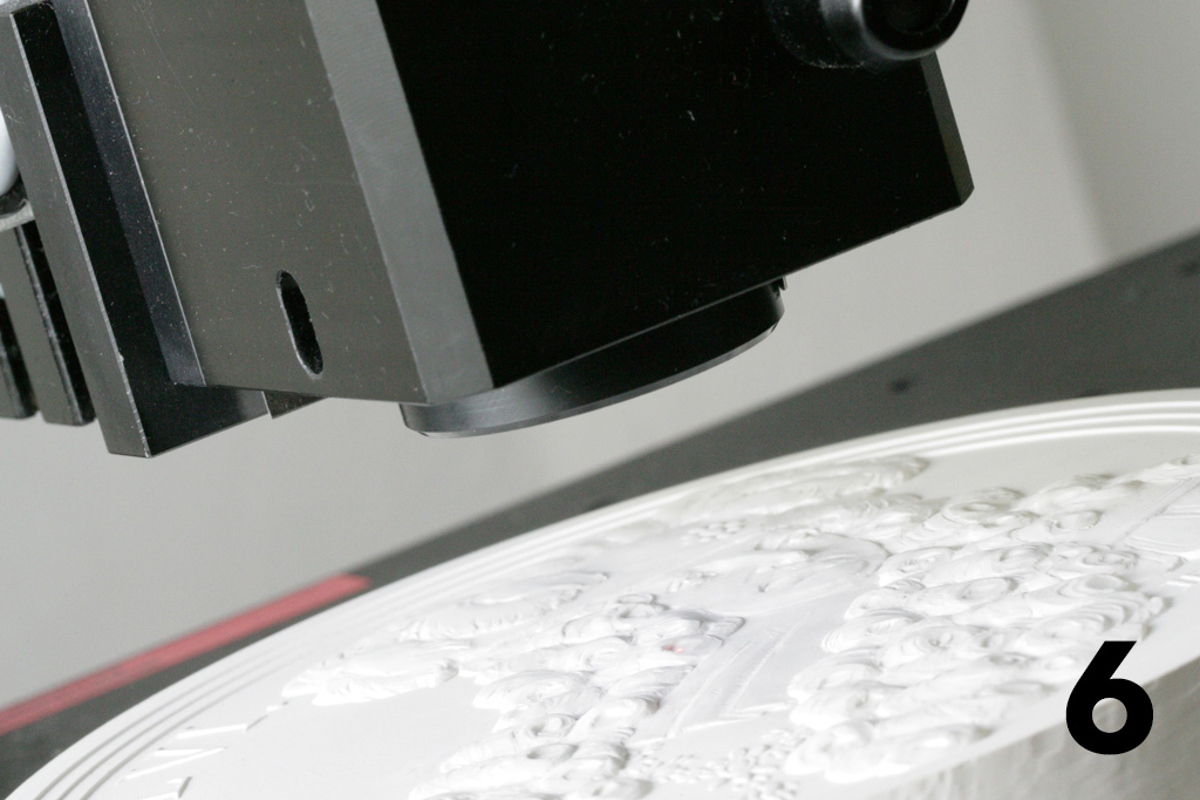
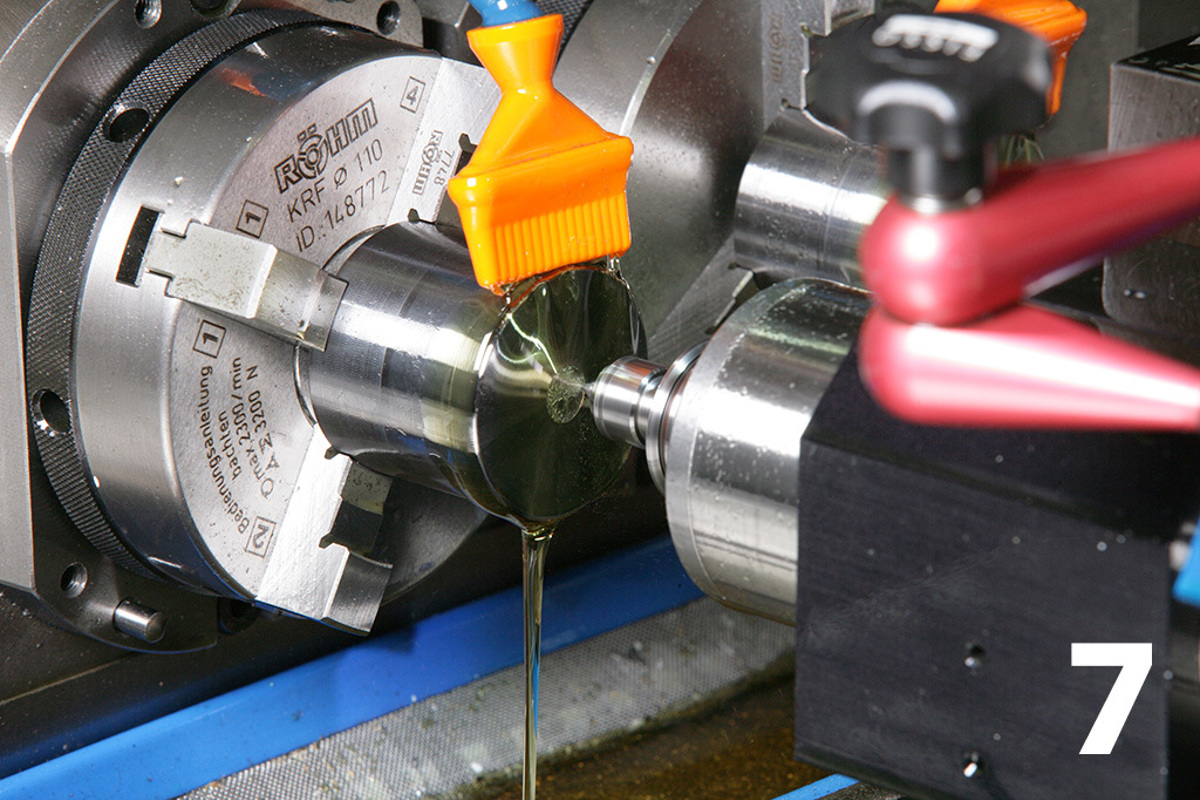
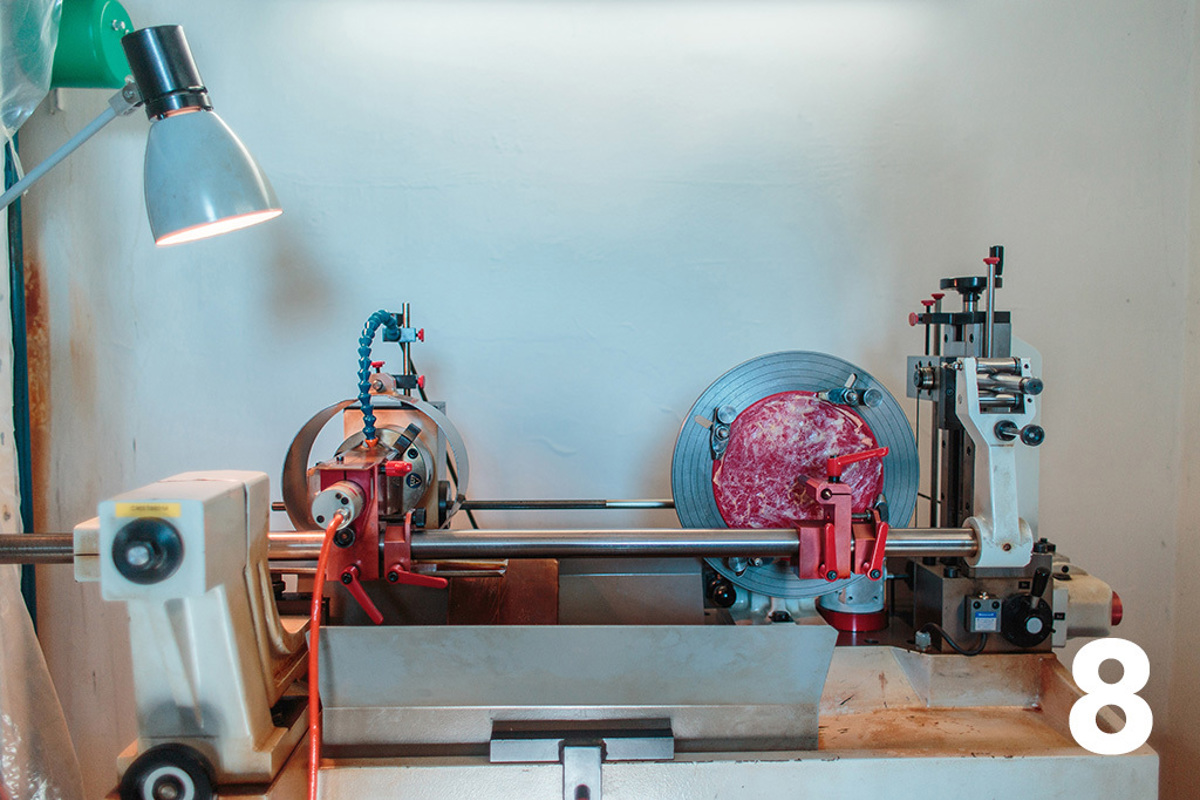

6 – laserový skener / 7 – počítačom riadený obrábací stroj / 8 – mechanický redukčný stroj / 9 – živicový model
Razidlo
Uvedeným postupom vznikla takzvaná redukcia (nazývaná tiež originál) - zmenšený pozitívny obraz modelu, z ktorého je potrebné vyrobiť razidlo.
- Redukcie sa najprv ujme rytec, ktorý pomocou rydiel najrôznejších tvarov odoberá materiál (10). Tým odstráni nedokonalosti vzniknuté strojovým spracovaním aj prípadné chyby medailéra. Ak redukcia vznikla na mechanickom redukčnom stroji, je potrebné oveľa viac ryteckej práce než pri použití presnejšieho laserového skenera. Potom je redukcia vytvrdená zakalením.
- Redukcia sa odtlačí do ďalšieho oceľového valca, čím vzniká takzvaná matrica, prevrátený obraz budúcej mince. Ak prostredníctvom pozitívnej redukcie rytec reliéf zužoval, prostredníctvom negatívnej matrice ho môže rozšíriť. Tiež matrica je nakoniec vytvrdená.
- Odtlačkom matrice do ďalšieho oceľového valca vzniká takzvané punzo, opäť pozitívny obraz budúcej mince, pomocou ktorého sa po vytvrdnutí lisujú finálne pracovné razidlá (11), ktoré je možné týmto spôsobom kedykoľvek namnožiť.
- V prípadoch, keď výsledné razidlá poslúžia na razbu iba malého množstva mincí, a tak ich nebude treba obmieňať, je možno celý tento proces zjednodušiť a skrátiť - razidlá možno totiž vyrábať už pomocou redukcie, a tak sa dá obísť medzifáza matrice a punza. V niektorých prípadoch - napríklad pri kilogramových minciach - je dokonca sadrová predloha redukovaná priamo do negatívnej podoby razidla.


10 – rytecká práca / 11 – razidlo
Proofovanie
Niektoré mince sú razené v takzvanej kvalite proof, ktorá sa vyznačuje zrkadlovo lesklou plochou a matným reliéfom. Tento kontrastný efekt je docielený špeciálnou úpravou povrchu razidiel.
- Na začiatku procesu proofovania je potrebné plochu celého razidla rozleštiť pomocou zvláštnych nástrojov a diamantovej pasty (12).
- Plocha vylešteného razidla sa potom zakryje špeciálnou lepiacou páskou. Na častiach reliéfu, ktoré majú byť matné, proofárka či proofár pásku starostlivo orežú a odstránia (13) - túto procedúru treba aplikovať aj na tie najjemnejšie detaily, a tak je vykonávaná pod mikroskopom.
- Na maskované razidlo sa následne aplikuje piesok rôznej hrubosti, ktorý odkryté časti reliéfu zmatní. Nakoniec sa odstráni aj zvyšná páska, ktorá zachovala vybrané časti reliéfu vyleštené.


12 – rozlešťovanie razidla / 13 – odstraňovanie krycej pásky
Razba
Na rad prichádza samotná razba, keď je reliéf razidiel prenesený na takzvané strižky, teda polotovary budúcich mincí.
- Razba prebieha na špeciálnych lisoch, do ktorých sú upnuté tri nástroje - lícové razidlo, rubové razidlo a lisovací krúžok, ktorý udáva obvodový tvar razby (14).
- Strižky (15), ktoré Českej mincovni poskytujú renomovaní zahraniční dodávatelia, sú starostlivo kontrolované. Môžu byť vyrobené z obyčajných kovov a zliatin či drahých kovov . V závislosti od typu razby sú do lisu podávané automaticky (16), čo je prípad obežných mincí, alebo ručne (17), a to v prípade pamätných mincí.
- Mincové lisy zvládnu vyraziť 13 kusov obežných mincí za sekundu pri maximálnej kapacite 500 miliónov kusov za rok, pričom sa používa tlak do 150 ton. Pri výrobe kilogramových pamätných razieb z platiny je potrebné, aby osobitný hydraulický lis vyvinul silu prevyšujúcu 600 ton.
- Dôslednou kontrolou prechádzajú tiež vyrazené mince (18). Obežné mince sú na automatickej baliacej linke zavarené do plastových vrecúšok, ktoré sú uložené do bezpečnostných kontajnerov. Tie sú potom opancierovaným konvojom pod dohľadom ozbrojenej policajnej eskorty dopravené z jabloneckej mincovne do trezorov Českej národnej banky.
- Každá pamätná minca je navyše umiestnená a do plastovej kapsule, ktorá zabráni prístupu vzduchu, prachu a ďalších nežiaducich vplyvov. Mincu vyrazenú v kvalite proof dokáže znehodnotiť aj obyčajný ľudský dotyk - ohmataná zrkadlovo lesklá plocha sa totiž nedá znovu vyleštiť do pôvodnej podoby.


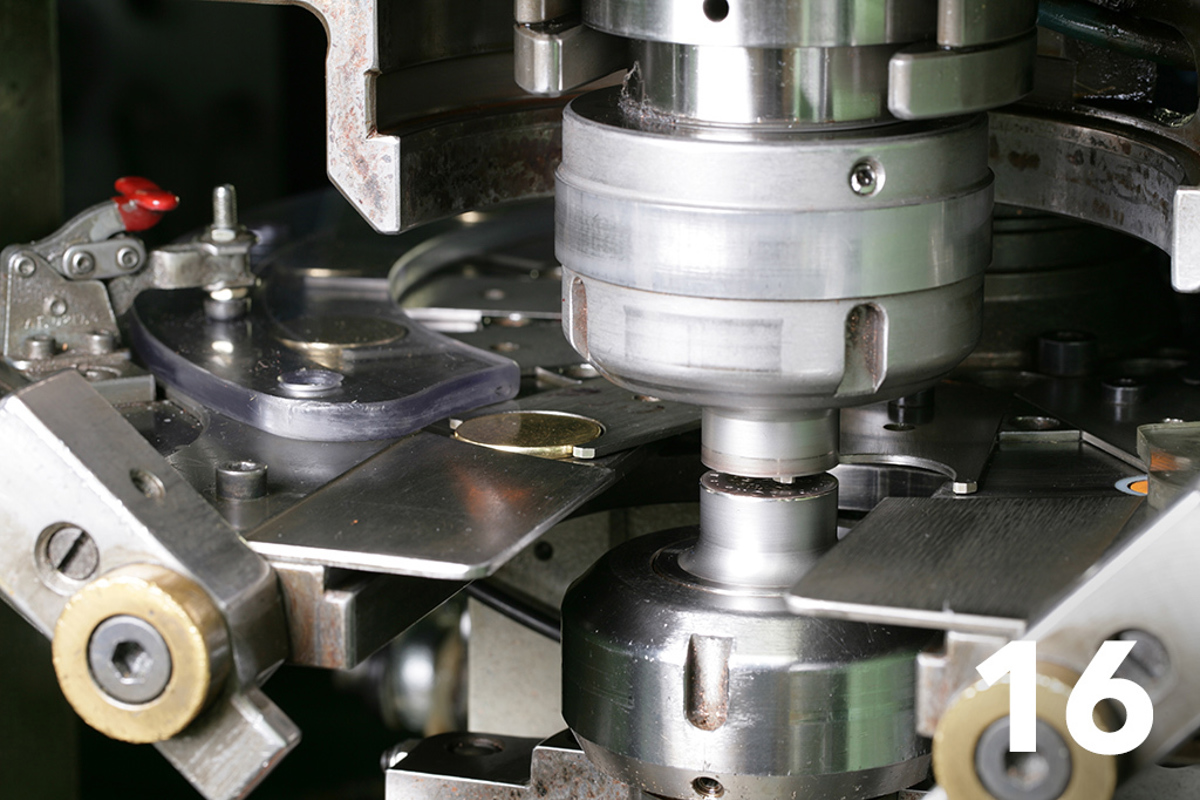


14 – nástroje pre razbu / 15 – strižky / 16 – mincový lis s automatickým podávaním strižkov / 17 – medailový lis s ručným podávaním strižkov / 18 – hotová minca
Výroba mincí je živý proces, ktorý nikdy nie je rovnaký. V závislosti od typu výsledného produktu môžu byť do celého výrobného procesu pridané ďalšie kroky a niektoré môžu byť z neho naopak vyčlenené.