 čeština
čeština
 slovenčina
slovenčina
 english
english
Výtvarná předloha
Na počátku všeho stojí výtvarník, grafik, malíř, sochař, ... – jednoduše medailér, jehož úkolem je vytvořit předlohu pro budoucí ražbu.
- Na základě skici či jiného grafického podkladu (1) medailér zpracuje několikanásobně zvětšený plastický model budoucí mince. Používá k tomu silonový talíř, na kterém modeluje hliněný reliéf (2). Ten následně odlije do sádry (3) a upraví do požadované výsledné podoby. Někteří medailéři pak nepracují s hlínou, ale ryjí přímo do sádry.
- Moderní technologie sice umožňují ruční modelování obejít a reliéfní předlohu zpracovat v digitální podobě (4), poctivou práci medailérů však nelze nahradit. V moderním mincovnictví se využívá to nejlepší z obou světů a ruční tvorba se s digitální často kombinuje.
- Samostatnou výrobní kapitolou je tvorba replik historických mincí. Originální dobová mince se nejprve otiskne do speciálního silikonového kaučuku. Kaučukový otisk se namočí do toluenu, čímž nabobtná až o 25 %. Do takto vzniklé pružné formy se pak nalije sádra, která po vytvrdnutí představuje mírně zvětšený obraz původní mince. Tento sádrový odlitek se znovu otiskne do kaučuku a celý zvětšovací proces se opakuje tolikrát, kolikrát je potřeba, aby vznikl sádrový model potřebné velikosti (5).
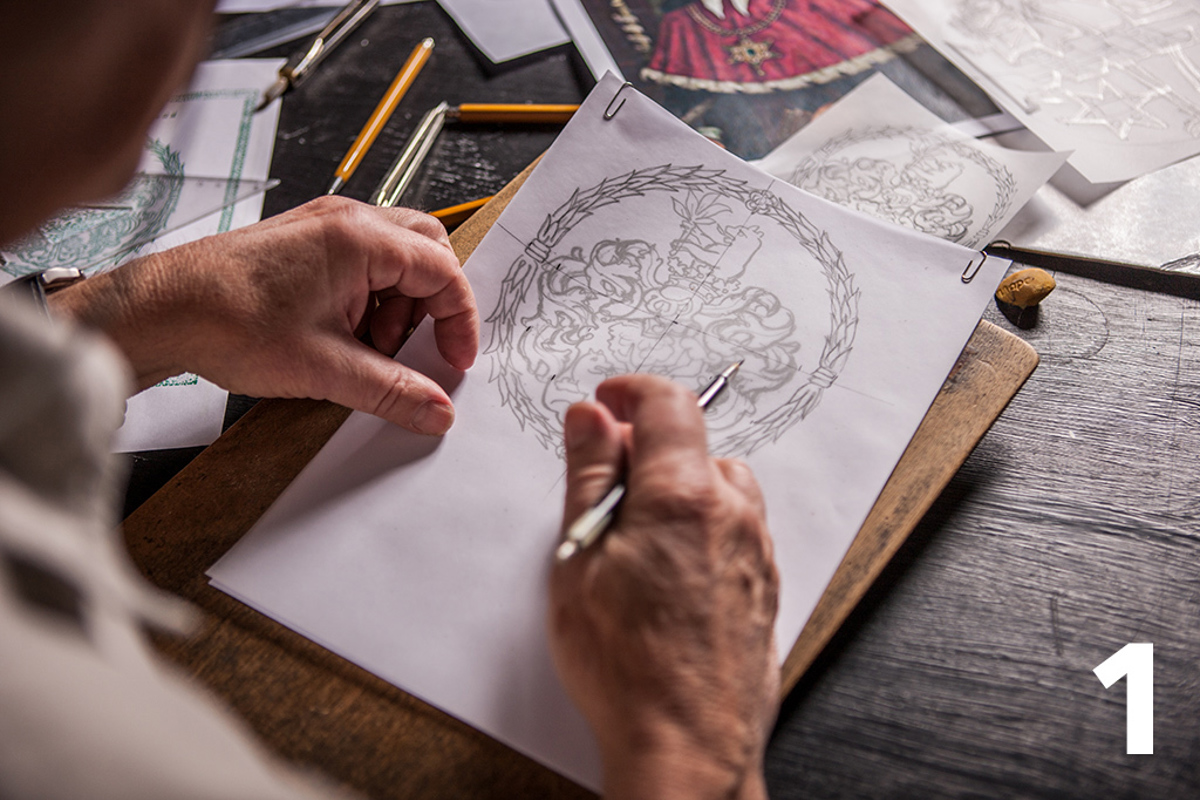


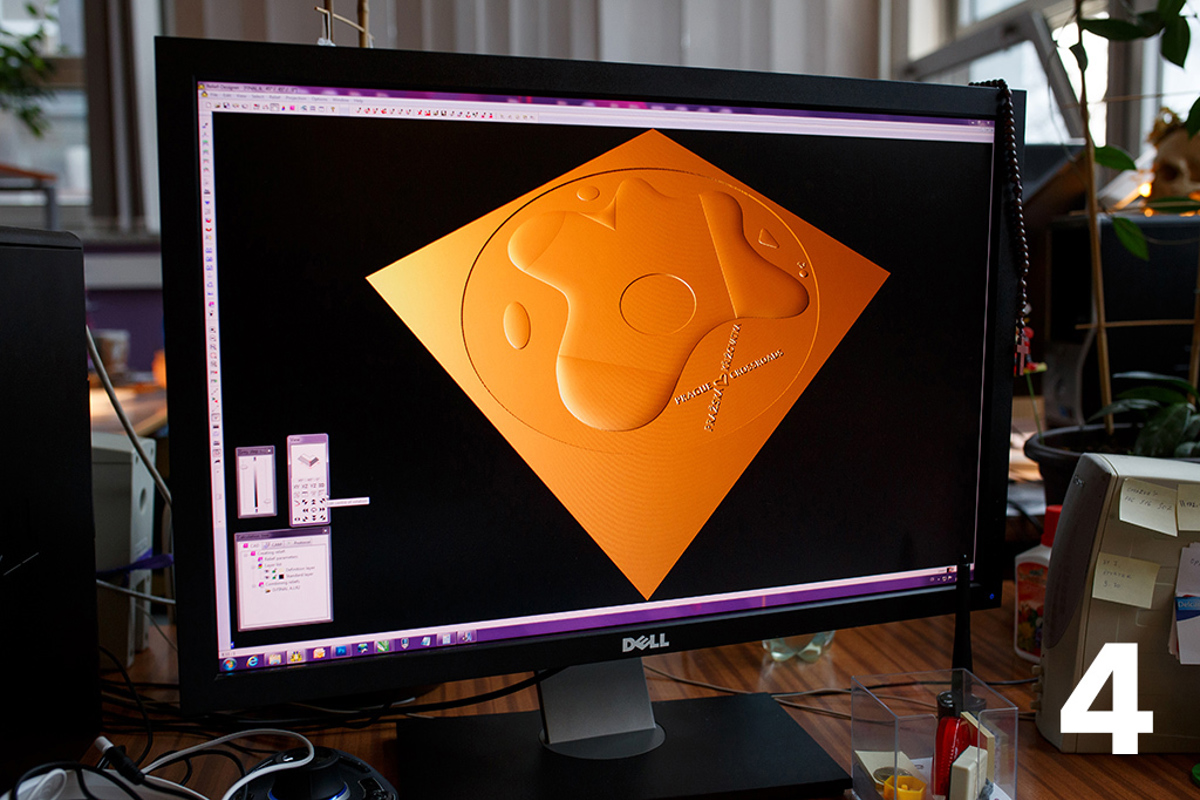

1 – kresebná předloha / 2 – hliněný model / 3 – sádrový model / 4 – digitální reliéf / 5 – zvětšený odlitek
Redukování
Sádrový model je následně třeba zmenšit (redukovat) a přetvořit do kovové podoby.
- K tomu se používá laser (6), pomocí kterého je model bezdotykově oskenován a převeden do digitální podoby, která je pak dále upravována. Finální data vygravíruje počítačem řízený obráběcí stroj do ocelového válce (7).
- Alternativní metodou je použití tradičního, čistě mechanického redukčního stroje. Princip je stejný, ale nefiguruje zde žádná digitální technologie – reliéf modelu se přenáší přímo do ocelového válce prostřednictvím převodů a dotykového hrotu (8). Tento přístup však nejprve vyžaduje ještě vytvoření silikonového odlitku a následně tvrdé pryskyřicové kopie původního sádrového modelu, která odolá působení hrotu (9). Tato mechanická metoda se uplatňuje při výrobě mincí pro Českou národní banku. Je totiž nejen tradičnější, ale také bezpečnější – nedochází při ní k vytváření digitálních dat, která by mohla být odcizena a zneužita.
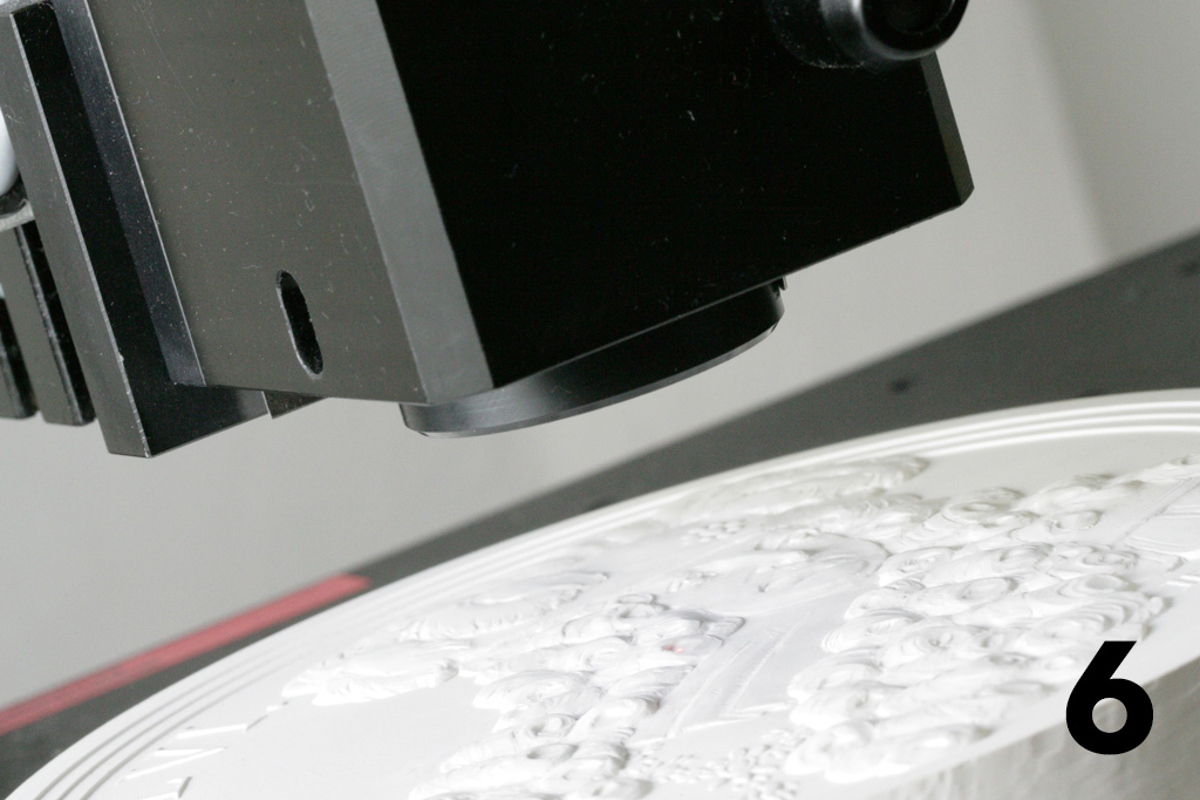
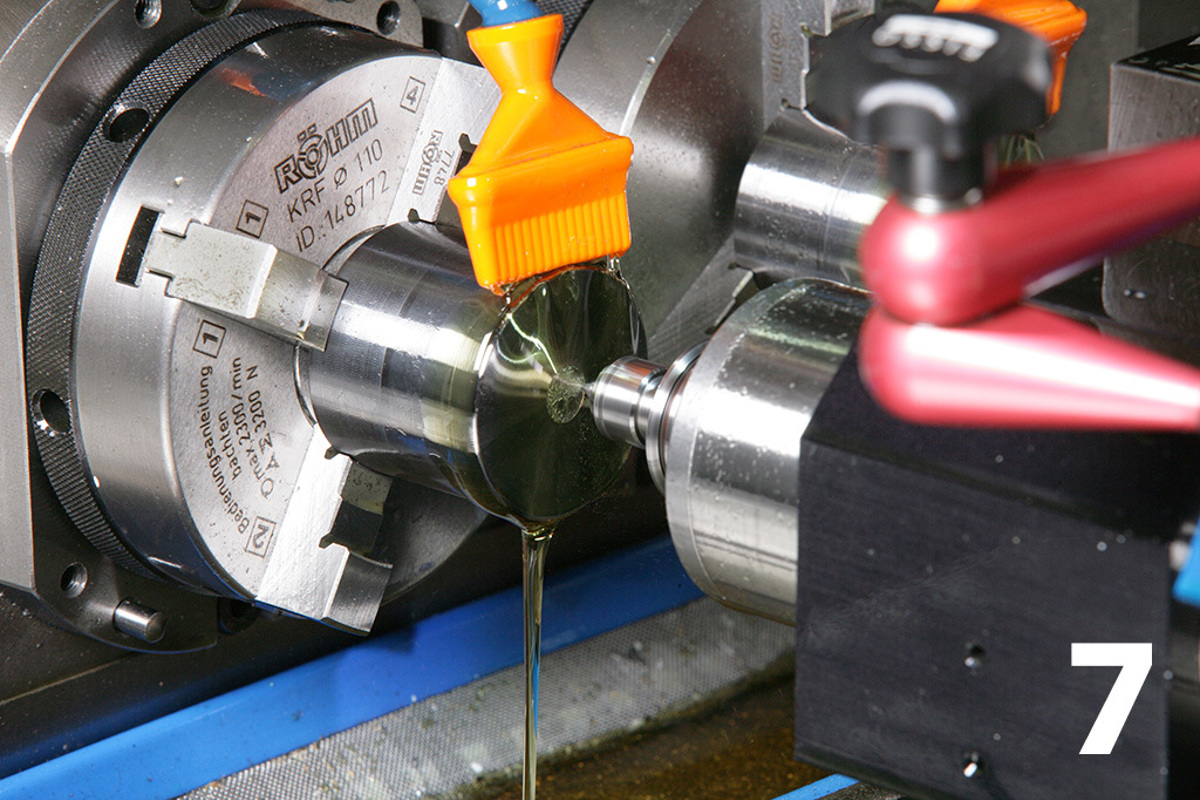
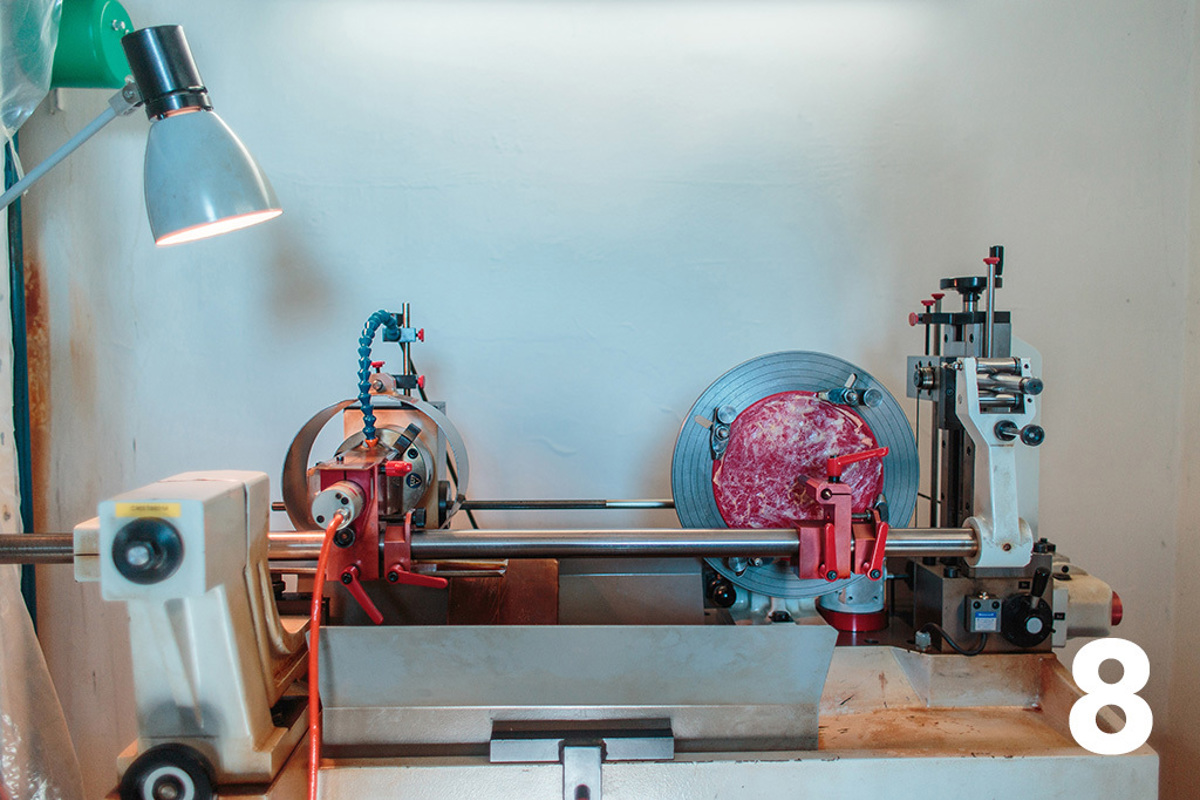

6 – laserový skener / 7 – počítačem řízený obráběcí stroj / 8 – mechanický redukční stroj / 9 – pryskyřicový model
Razidlo
Uvedeným postupem vznikla takzvaná redukce (zvaná též originál) – zmenšený pozitivní obraz modelu, ze kterého je třeba vyrobit razidlo.
- Redukce se nejprve ujme rytec, který pomocí rydel nejrůznějších tvarů odebírá materiál (10). Tím odstraní nedokonalosti vzniklé strojovým zpracováním i případné chyby medailéra. Pokud redukce vznikla na mechanickém redukčním stroji, je zapotřebí mnohem více rytecké práce než při použití přesnějšího laserového skeneru. Poté je redukce vytvrzena zakalením.
- Redukce se otiskne do dalšího ocelového válce, čímž vzniká takzvaná matrice, převrácený obraz budoucí mince. Jestliže prostřednictvím pozitivní redukce rytec reliéf zužoval, prostřednictvím negativní matrice ho může rozšířit. Také matrice je nakonec vytvrzena.
- Otiskem matrice do dalšího ocelového válce vzniká takzvaná punza, opět pozitivní obraz budoucí mince, pomocí kterého se po vytvrzení lisují finální pracovní razidla (11), která lze tímto způsobem kdykoli namnožit.
- V případech, kdy výsledná razidla poslouží k ražbě pouze malého množství mincí, a tak je nebude třeba obměňovat, je možno celý tento proces zjednodušit a zkrátit – razidla lze totiž vyrábět již pomocí redukce, a tak obejít mezifáze matrice a punzy. V některých případech – například u kilogramových mincí – je dokonce sádrová předloha redukována přímo do negativní podoby razidla.


10 – rytecká práce / 11 – razidlo
Proofování
Některé mince jsou raženy v takzvané kvalitě proof, která se vyznačuje zrcadlově lesklou plochou a matným reliéfem. Tohoto kontrastního efektu je docíleno speciální úpravou povrchu razidel.
- Na počátku procesu proofování je zapotřebí plochu celého razidla rozleštit pomocí zvláštních nástrojů a diamantové pasty (12).
- Plocha vyleštěného razidla se pak zakryje speciální lepicí páskou. Na částech reliéfu, které mají být matné, proofařka či proofař pásku pečlivě oříznou a odstraní (13) – tuto proceduru je třeba aplikovat i na ty nejjemnější detaily, a tak je prováděna pod mikroskopem.
- Na maskované razidlo se následně aplikuje písek různých hrubostí, který odkryté části reliéfu zmatní. Nakonec se odstraní i zbývající páska, která zachovala vybrané části reliéfu vyleštěné.


12 – rozlešťování razidla / 13 – odstraňování krycí pásky
Ražba
Na řadu přichází samotná ražba, kdy je reliéf razidel přenesen na takzvané střížky, tedy polotovary budoucích mincí.
- Ražba probíhá na speciálních lisech, do kterých jsou upnuty tři nástroje – lícové razidlo, rubové razidlo a lisovací kroužek, který udává obvodový tvar ražby (14).
- Střížky (15), které České mincovně poskytují renomovaní zahraniční dodavatelé, jsou pečlivě kontrolovány. Mohou být vyrobeny z obecných kovů a slitin či drahých kovů. V závislosti na typu ražby jsou do lisu podávány automaticky (16), což je případ oběžných mincí, nebo ručně (17), a to v případě mincí pamětních.
- Mincovní lisy zvládnou vyrazit 13 kusů oběžných mincí za sekundu při maximální kapacitě 500 milionů kusů za rok, přičemž se užívá tlaku do 150 tun. Při výrobě kilogramových pamětních ražeb z platiny je třeba, aby zvláštní hydraulický lis vyvinul sílu převyšující 600 tun.
- Důslednou kontrolou procházejí také vyražené mince (18). Oběžné mince jsou na automatické balicí lince zavařeny do plastových sáčků, které jsou uloženy do bezpečnostních kontejnerů. Ty jsou pak opancéřovaným konvojem pod dohledem ozbrojené policejní eskorty dopraveny z jablonecké mincovny do trezorů České národní banky.
- Každá pamětní mince je navíc umístěna do plastové kapsle, jež zabrání přístupu vzduchu, prachu a dalších nežádoucích vlivů. Minci vyraženou v kvalitě proof dokáže znehodnotit i pouhý lidský dotek – ohmataná zrcadlově lesklá plocha se totiž nedá znovu vyleštit do původní podoby.


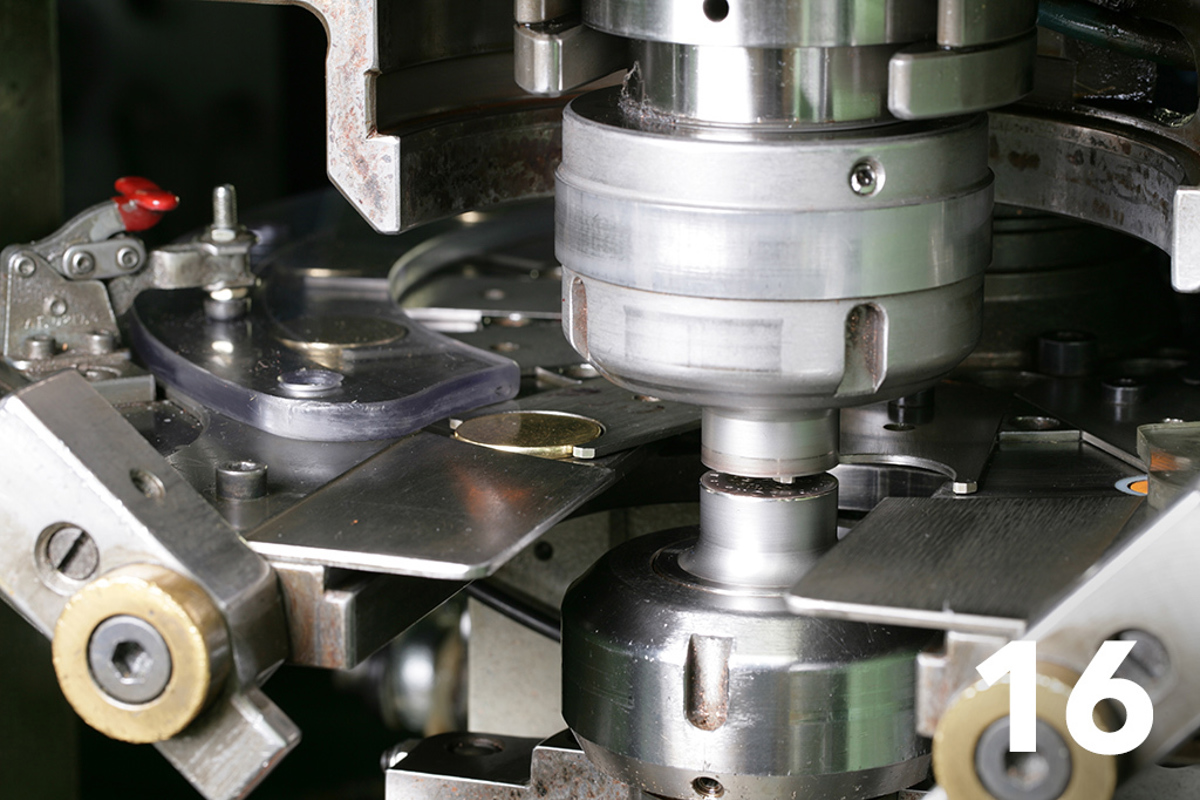


14 – nástroje pro ražbu / 15 – střížky / 16 – mincovní lis s automatickým podáváním střížků / 17 – medailový lis s ručním podáváním střížků / 18 – hotová mince
Výroba mincí je živý proces, který nikdy není stejný. V závislosti na typu výsledného produktu mohou být do celého výrobního postupu přidány další kroky a některé z něj mohou být naopak vyčleněny.